Email:
info@miocuisine.com

Plastic extrusion is a process which has been a part of our cultural and industrial landscape, from household items to automobile parts and various consumer items which we use on a daily basis. The process is melting a product and forming it into a continuous profile. Now, this process is commonly used with synthetic materials like PVC and nylon. The extrusion machine usually consists of an extrusion die which determines the shape of the final product, a barrel which contains the screw, a motor drive, and a temperature control system. Extrusion process can also be done with a combination of heat and pressure to force the material through a die (cold extrusion). While plastic extrusion is a complex and advanced process, there are still some processes that are done manually. The simplest example of manual plastic extrusion is a meat mincer. With the application of suitable material (i.e. clay), a multicolored shape can be formed by forcing the clay through a die using a syringe (simple piston).Plastic Extruder Process
Plastic extrusion machine comes in two main types: continuous process machines and extrusion lines.
Plastic extrusion produces a wide range of products, including pipework, profiles, sheet, film, wire insulation, and cables. It’s used in manufacturing storm window frames, plastic pipes, wire insulation, and adhesive tape.
The process involves melting raw plastic and forming it into continuous profiles using a die. Think of it like squeezing icing from a bag through a nozzle; the process is similar. The icing bag represents the extrusion machine, and the icing is the plastic.
With the increasing variety of products and new materials, the popularity of plastic extrusion has grown. It’s a high-volume manufacturing process adaptable to various needs, and its versatility makes it essential in modern production.
Plastic extrusion machine have revolutionized manufacturing processes, especially in industries like automotive where cost-efficiency and productivity are crucial. For instance, in bumper production, extrusion is employed to create a pre-form—a simpler, cost-effective shape resembling the final bumper. This extruded tube serves as a base that can be easily molded into the desired shape, reducing the need for complex injection processes and allowing for stockpiling to expedite production. Such innovations have saved significant costs for major automotive companies and boosted overall productivity.
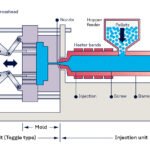
Extrusion also enhances the injection-compression molding process, a variation of injection molding suitable for thicker and uneven parts. While injection molding involves heating plastic and injecting it into molds, injection compression molding adds compression, often using a different plastic type, to achieve desired thickness and consistency.
The core of extrusion lies in heating, shaping, and cooling raw plastic materials. What was once a method for basic plastic products has evolved into intricate processes capable of producing high-quality items. In today’s plastic industry, the early stages of production set the foundation for the final product’s quality and cost-effectiveness. Extrusion plays a pivotal role in this, significantly improving part quality and reducing production costs. As technology advances, the role of plastic extrusion machine continues to expand, offering manufacturers innovative solutions for efficient and high-quality production.
The plastic extrusion industry has seen significant advancements, particularly in the evolution of extrusion machinery. Modern Plastic Extrusion Machine now offer higher functionality, allowing for a broader range of plastics to be processed, mixed, and customized, especially for LLDPE manufacturers.
With improved heating methods, LLDPE manufacturers can now use materials like calcium carbonate in plastic extrusion processes. While this may slightly reduce heat transfer efficiency, it doesn’t affect the extruder’s screw type, making LLDPE and plastic extrusion a cost-effective choice. The versatility of screws, which are not material-specific, allows for use with plastics of similar viscosity, reducing manufacturing costs.
The development of linear low-density polyethylene (LLDPE) has led to increased adoption of plastic extrusion. LLDPE’s variable viscosity is beneficial for controlling haul-off rates—the speed difference between the extruder and cutting tool. By adjusting the motor speed based on haul-off rates, LLDPE can produce a harder plastic surface upon cooling.
Additionally, a reservoir can be mounted atop the barrel to hold the molten plastic, which then flows down by gravity into the barrel. The water cools the plastic, solidifying it to the desired shape. After cutting, the excess water is removed, leaving a finished product ready for use. These advancements highlight the continuous innovation in Plastic Extrusion Machine, enabling more efficient and versatile manufacturing processes.
Learn more about the plastic extruder process
A plastic extrusion machine plays a pivotal role in the plastic manufacturing industry, and understanding its types is crucial. The three main types are the single screw extruder, twin screw extruder, and multi-screw extruder.
The single screw extruder features a large screw inside a barrel, with heaters around it to heat the plastic as it turns. It’s the simplest and most affordable option but may not be as efficient for certain applications like extrusion blow molding due to limited shear control.
Twin screw extruders are gaining popularity, featuring two screws within a barrel. They can be co-rotating or counter-rotating and offer enhanced melting and mixing capabilities compared to single screw extruders. They are particularly efficient for extrusion blow molding, despite being pricier.
Multi-screw extruders are similar to twin screw extruders but with more than two screws. While less common for general extrusion, they offer specialized capabilities for specific applications.
Understanding these types helps in choosing the right plastic extrusion machine for your manufacturing needs, ensuring efficiency and quality in production.
Single screw extruders are a cornerstone in the plastic extrusion machine industry, playing a vital role in producing a wide range of plastic products. Let’s explore their features, operation, advantages, and applications within the context of plastic extrusion machines.
A twin screw extruder is an advanced type of plastic extrusion machine that utilizes two co-rotating screws to efficiently process polymers and various materials. Let’s delve into its features, operation, advantages, and applications in the context of plastic extrusion machines.
Understanding the capabilities of twin screw extruders in plastic extrusion machines enables industries to achieve efficient and high-quality production, catering to diverse manufacturing needs.
Sometimes, it is necessary to create profiles with different types of polymers to meet certain product standards. Co-extruders are dedicated to this purpose. They consist of two or more extruders whose melted materials are passed through a single die. The extruders can be of similar or different types but all of them are created to produce melt. Usually, the primary material of the co-extrusion is formed into a layer which is then laminated. An example of this is a milk bottle which has a barrier layer to prevent tainting of the milk by the material of the bottle. This is a much higher standard than with a single material bottle and would not be possible without co-extrusion. Nowadays, many complex structures are made which were previously considered impossible to achieve. An example of this is in multi-core telephone cables with insulation and sheathing of each core being formed of different materials. Co-extrusion can be done with any type of extruder but the most modern PVC and Semicrystalline Thermoplastics processing is done with the counter-rotating twin extruder.
The screw and barrel are the fundamental components of an extruder and are the places where the plastic actually begins its transition from solid to finished product. The main plasticizing (melting and mixing the polymer) is done in the screw and barrel. This is why the screw and barrel are parts of the extruder that are most prone to wear and therefore the most important for maintaining the longevity of the extruder. The screw is a shaft with flights (like a spiral staircase) that run from the top to the bottom. The flights move the plastic from the hopper to the die and provide the pressure to push the material through the die. As the plastic travels down the flights it is compressed and heated against the barrel. The barrel is a metal tube which is heated or cooled to the desired temperature for the particular process. The plastic travels through the barrel as it is conveyed and mixed by the rotating screw. Most extruders have a 3-5 section barrel each with its own heating or cooling settings to ensure uniform temperature throughout the process. The properly designed and maintained screw and barrel can increase output, reduce energy consumption, and improve quality. The die is the final piece of the extruder that the plastic travels through before it is shaped. Up to this point the plastic has been pushed and melted but it has not been under pressure. As the plastic encounters the resistance of the small opening in the die it experiences pressure which determines the rate of flow of the material. The plastic is then formed to the shape of the die and exits as a continuous, cross sectional profile. The die is the defining part of the extrusion process and as such it is the most important determinant of product quality and consistency. The die can be custom designed for a specific product but standard dies are readily available for most applications.
The extruder barrel is a hollow cylinder, usually constructed from steel, stainless steel, or a bimetallic alloy, that is the enclosure through which the plastic is conveyed to the die. There are a couple of different designs of extruder barrels. They can be most easily differentiated by the presence and locations of heating and cooling lines. In most extruders, the barrel is a smooth cylinder, but in designs where strength is a critical issue, such as on a reciprocating screw extruder, the barrel may be a thicker, double-walled cylinder. The primary function of the extruder barrel is to transport, pressurize, and melt the plastic. The barrel is equipped with electric, ceramic, or induction heaters to raise the temperature of the barrel to the level necessary to melt the polymer, and thermocouples are employed to monitor the temperature. Heating in the barrel is necessary to soften and eventually melt the polymer to a viscosity that will allow it to be shaped, and to provide a melt of uniform viscosity. Heating is done, typically, in three sections – rear, middle, and front. Each successive section raises the temperature of the polymer as it approaches the die and provides some control over the melt temperature and temperature distribution across the extrudate. The ability to control temperature is an important characteristic of a well-designed extruder. Cold spots and/or an inability to precisely raise the temperature of the polymer result in poor processing and low-quality product. A handful of newer extruders are equipped with technology to microwave the polymer as it is conveyed down the barrel, although this technique has not yet gained widespread use.
The advantage of compressing the plastic as opposed to heating it means that the screw only has to be long enough to achieve the required heat. Then, as the compression ratio is maintained, the back pressure on the plastic will increase. This can be harnessed to counteract sag by adjusting the temperature of the heaters and/or cooling fans on the barrel. This is a particularly important issue with the screw extrusion process for hot runner systems in injection molding. This removes the need to overheat the plastic, which causes it to degrade, and the back pressure can be maintained by adjusting the screw speed. The heat achieved by compression can assist the screw extrusion process as a lubricant, and heat can be added or dissipated through heat bands and cooling fans on the screw and barrel.
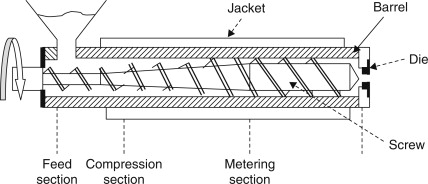
A screw is the most important part of a screw plasticising extruder. This is where the plastic pellets are drawn into the extruder, compressed, and heated. This is achieved by the turning of the screw with its designed flights in the screw extrusion process. As the depth of the flight decreases along the length of the screw, the channel within the flights becomes smaller, and this compresses the plastic.
A heating or cooling system is vital for controlling the temperature of any extrusion process. The reason for the necessity of these systems is due to the shear-thinning nature of polymer melts, which results in higher viscosities as the shear rate decreases. Above the melt temperature, the viscosity of a thermoplastic material drops sharply with increasing temperatures, but a melt can degrade if held at an elevated temperature for too long. Therefore, to maintain a constant viscosity during extrusion, and to prevent the melt from either solidifying within the machinery or degrading, it is necessary to carefully control the temperature of the polymer. Control over the temperature of the melt is also important for maintaining dimensional stability and good surface finish in the final extruded product. Finally, the temperature of the melt as it exits the extrusion die can affect its swell and the overall dimensions of the final extruded product.
The die is the final component of the extrusion machinery. It is perhaps the most important part, as it gives the final shape and size to the product. The die is made up of two parts – the mandrel and the die body. The plastic is extruded through the annular gap between the two, to give the final product its shape. The die is custom designed to the desired product, with many variables to consider. These include die angle, land length, back angle, die gap, and type of die. The die is also responsible for giving the product its strength, and one way to increase a product’s strength is by post-co extrusion where a wire or rod is coated with the plastic as it exits the die. To return to the gear pump briefly, a die with a very small die gap will be suited to use with a gear pump to ensure a steady extrudate flow. Once it exits the die, the extrudate can be cut to the desired length by the cutter, and the product is ready for cooling and packaging. The die head modifies the die in that it has a removable plate or pin to enable changes in the product’s internal diameter. This is useful for products such as medical tubing, where one die head can be used to produce a wide range of product sizes. This is an alternative to using a blown film extrusion line to produce tubing of many sizes which would obviously be a more costly option.

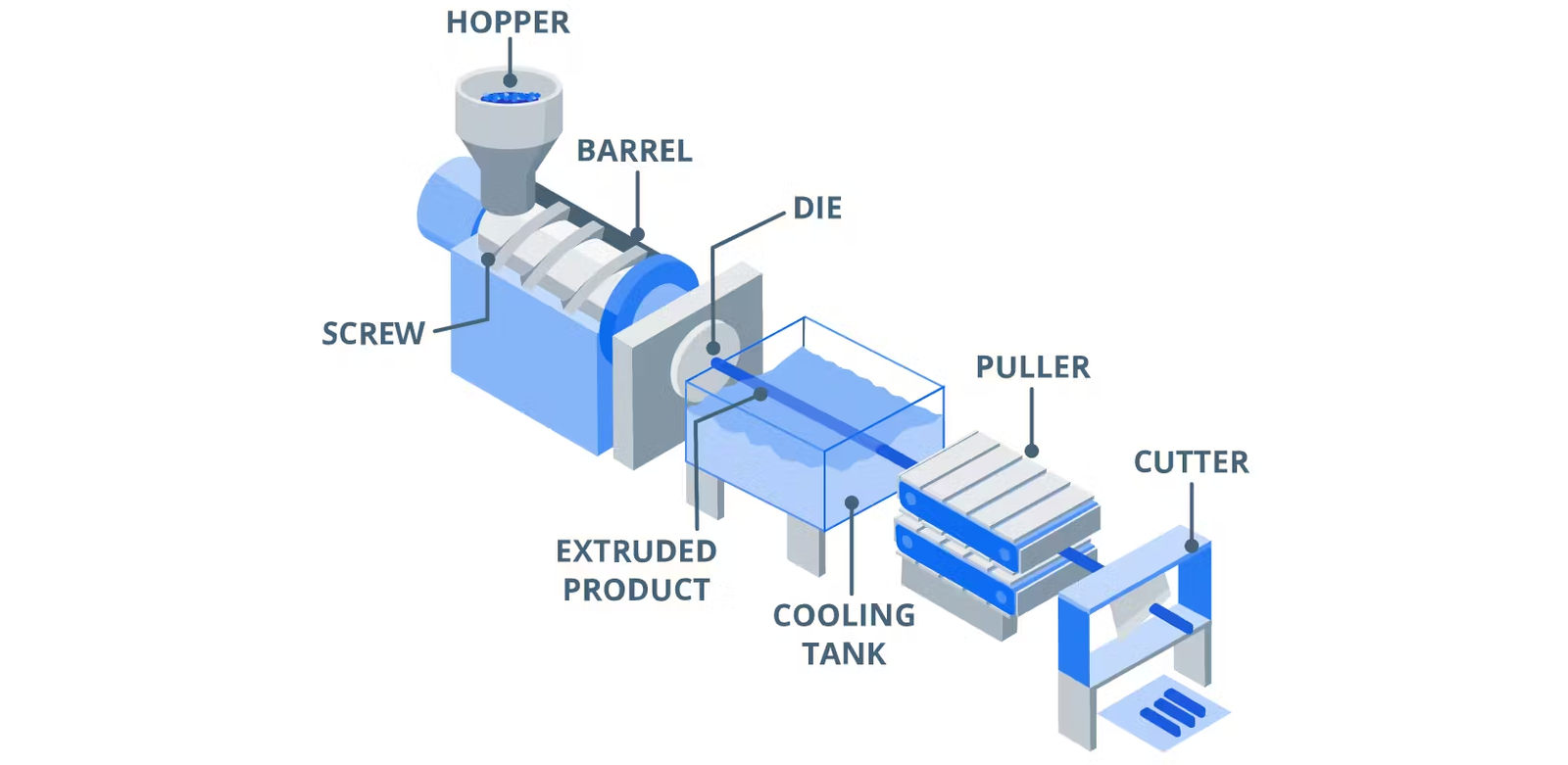
Cooling and cutting – Once the material reaches the die it is extruded to the desired shape, the process of cooling the material can be critical in some applications and essential with others. Air cooling can be done using a blown film or cast film extrusion. This mainly entails using a fan to blow air onto the material as it is extruded, the material then travels along a series of chilled rollers to yield the final product. Immersion cooling as done with a profile extrusion entails running the material through a water bath to cool and harden it. After the material has been extruded and cooled it is stretched to relieve internal stresses and to help set final dimensions; this is done with a variety of different techniques specific to certain materials. The material is then cut to a specific length to yield the final product.
Extrusion process – The mixed material is then conveyed through some type of forcing mechanism that pushes the material towards the die. This can be an additional screw with a smaller pitch that forces against the material harnessed in a larger screw, or a ram that is located at the end of the chamber. A screen changer may be used at this point in order to remove any contaminants that may have been generated in the resin mixing process.
Melting and mixing of plastic resin – Plastic extrusion machine consist of a screw or ram encased in a heated barrel. The most common plastics used are high-density polyethylene (HDPE), low density polyethylene (LDPE), PVC, polypropylene (PP), and polyurethane. The plastic resin is heated to a specific temperature where it begins to soften, but does not melt. It is at this point that additives such as color and UV inhibitors are added. The resin and additives are then fed into the heating chamber where they are mixed together, and eventually forced down the length of the chamber towards the die. It is important to not overheat the resin, as this will degrade its molecular structure and in turn lessen the quality of the end product.
Process of melting and mixing of plastic resin. In the cylinder, the resin of small pellets is poured into the hopper. The granulated feed forms a bed in a cylindrical, horizontal section termed the throat. Plasticizing begins as the rotating screw forces resin granules down the channel of the throat. Due to the fact that the granules next to the channel walls will be warmer than those in the channel’s core, the resin adjacent to the channel walls is closely to being in a molten state. As the screw continues to rotate, the resin moves gradually towards the discharge. It’s important that the resin doesn’t reach a full molten state until it is at the discharge. To achieve this, the length of the channel from the throat to the discharge, the depth of flight, and the compression ratio at this section are properly selected to prevent premature melting. At the discharge, the resin passes through a screen pack to remove any contamination that has been picked up in the solid state. The screen pack is made up of several layers of screen of differing fineness and is used in conjunction with a breaker plate, which is a perforated plate that serves to build up pressure and filter the molten resin. After the screen pack, the resin is in the compression zone of the screw. This is where the resin is conveyed and compressed to prepare for entering the space between the die and the mandrel. Temperature is controlled very precisely at this stage of plastic extrusion, and the rate and uniformity of temperature increase are determined by the shear and how much the screw turns within a given time.
Screw extrusion is the preferred process for aligning long axis fillers and creating products with reinforced characteristics. Twin screw extruders can be co-rotating or counter-rotating. In co-rotating twin screw extruders, the materials rotate along the screws in a circular motion. The screws do not rotate against each other, so there is no forward conveying zone. In these machines, the screw flight depth is smaller and constant along the length of the screw. Co-rotating twin screw extruders excel at melting and mixing, and are known as excellent devolitizers. 7-8. Counter-rotating twin screw extruders are similar in configuration to single screw machines. Material moves forward along the screws while being mixed and melted. These machines have longer melting zones than co-rotating machines. Co-rotating or counter-rotating, twin screw extruders generally do not perform as well in output or part consistency as single screw extruders, but have the ability to process more complex formulations. Using a single screw extruder, plastic compound is fed into the top of the barrel and is conveyed by the screw. The material is gradually compacted, melted, and mixed as it moves down the forward screw flight. Once the material reaches the end of the screw, it is then forced through a screen changer and die. The function of the screen changer is to filter out any possible contamination of the material, while the die controls the final shape of the product and is where the extrudate is formed.
After the extrusion process, the temperature of the pipe is still high. If left in the open air, it will return to its original state. A temperature-controlled system is necessary to prevent this. An usual and economical method of cooling the pipe is to run it through a water bath. This must provide uniform cooling over the whole surface of the pipe and must be long enough to give the pipe sufficient time in which to cool, i.e. the length of the bath may be some 3-4 times the drop in the pipe. There are limitations to this method, the most important of which is that in the case of pipe with thin walls, the differential cooling through the wall in contact with the water and the opposite wall may cause distortion. In the case of such pipe, a more complex quenching system using air or a combination of air and water may be required. The drawback with a water bath and water quench is that it is often not adequate to cool the pipe rapidly to the required temperature. Cooling of the pipe to the touch or the so-called “set” temperature is necessary in order to prevent deformation when the pipe is coiled or cut. If rapid cooling is necessary, this is best achieved with a vacuum or pressure chamber in which the pipe is sprayed with atomized water. This ensures uniform cooling and prevents oxidation of the pipe. The chambers must be sealed to prevent collapse of the pipe.
Construction industry. In the construction industry, the extrusion process is used with materials such as PVC to produce sealants, various gaskets, and plastic wrap. However, it is most widely used in the creation of plastic pipes. Plastic piping has increased in popularity due to factors such as its low cost, lightweight, and resistance to many of the corrosive qualities of other piping materials. The creation of plastic pipe by the extrusion process entails feeding a thick paste of the resin through a die, and it is allowed to cool and then pulled onto a spool. After the plastic cools, screws driven into the spool guide the piping through a series of straightening and cutting devices.
Packaging industry. The extrusion process is widely used in the packaging industry. Products such as drink bottles, dairy containers, caps, and closures are manufactured by blow molding, injection molding, or thermoforming. This process requires sheets or small pellets to be reheated and molded into the final product. Within the extrusion industry, there is high competition among companies to have the most efficient and highest quality molding equipment to produce these products. This type of market competition benefits the consumer through the availability of low-cost, high-quality products. Extrusion blow molding is the largest of the three, and it is used to produce containers such as milk and water jugs. Profiles such as PVC are now becoming a popular replacement for traditionally molded products. An example of this is the usage of PVC caps and closures for bottles, which are hung in a grocery store.
As mentioned in preceding chapters, the application of extrusion in the packaging industry is by far the foremost. Plastic packaging can be seen almost everywhere in the globe today; in households, industries, commercial commodities, inflight meals, and products sold in remote areas. The reasons are quite plentiful. It can be spelled out in four words: low cost, high performance. Plastics itself is a low-cost material. With the extrusion process, it can be processed further to yield thin and thick sheets. The conversion of these sheets to finished products is a lightning-fast process. Products can range from screw-on caps to large chemical drums and petrol tanks. Another factor that contributes to the increasing usage of plastics in the packaging industry is its capability to act as a good barrier. Plastics can adapt to a variety of methods for being a good barrier such as to oxygen, carbon dioxide, aroma, and taste. This is very crucial, especially in food packaging. Not only that, some barrier plastics are now being used as membranes for the construction of houses. An example is a damp-proof barrier, a very slim film that will be placed below the floor of a house to block off moisture from the soil. The slimness of the film here indicates cost-effectiveness, as the thinner the film, the lesser material is used, which means low cost. This is achievable with extrusion because no other method can produce such a thin film like it.
The sections in this chapter deal with specific applications for plastic extrusion in four different industries. Given the material requirements, methods of fabrication, design specifications, product behavior, and quality control are individually tailored to the salient features of each industry, it should be borne in mind that the applications described are typical rather than exhaustive. Also, the versatility of thermoplastics means the applicability of extrusion to other industries not described here continues to grow. A specific example is the extrusion of polycarbonate and more recently PET sheet for use in shop window and outdoor signage applications. This has been catalyzed by the development of sheet processing technology from the more dominant process of injection molding. Another example is the extrusion of wood plastic composites in the building and construction industry. Essentially the versatility of plastics and extrusion combined with the advances in processing and material developments will continue to find new and innovative applications.
Automotive industry makes use of plastic extrusion machinery. While the usage of plastic extrusions is common in many car brands, both in the use of tubing for fluid transfer or shaped trim parts, the process itself has been given a much higher profile in the form of the carbon fibre reinforced polymer (CFRP) passenger cell of the BMW i3, i8 and subsequent 7 series vehicles. Other material developments include extruded plastic slotted and spring steel belt type fasteners and fixings into a metal or plastic substrate, with the plastic extrusions forming a mechanical fixing method such as a snap-fit into preformed holes or slots in the assembly material. A further example can be seen in the extrusion of a window track or channel with integral metal insert used in a moving window mechanism on many vehicle types. The actual design stage is also an important asset as CAD/CAE technology can be utilised to evaluate the practicality and functionality of an extruded product. This process is carried out by simulating the material flow into the die and the resulting plastic deformation on the finite element model of the die and extruded product. Due to the cost effectiveness of plastic extrusions and the potential to reduce part count by moulding complex shapes, plastic extrusion is a good alternative to many automotive parts manufactured from metal or other materials. A switch of material type can provide cost savings, weight reduction, corrosion resistance, appearance improvement and surface finish improvement on an existing product design.
Medical industry is a very broad industry and there are multitude of applications of using plastic extrusions within the medical industry. Everything from profile extruded tubes to intricate multi-lumen and multi-layer tubing is used in many different medical devices. Typical types of medical devices that use tubing are catheters, fluid management products, and various biopsy and laparoscopic surgical instruments. There are even plastic tubes used in making dental instruments. Many of these tubes are extruded using a thermoplastic elastomer due to its soft and flexible nature. Other medical devices, such as syringes and IV kits, are mass produced using thermoplastic injection molding techniques. Like with plastic extruded medical tubing, syringes and IV kits are also made out of thermoplastic elastomers, and for the same reasons. Plastic is the material of choice for medical devices and components. It is widely compatible with different sterilization methods, and it can be manufactured in a clean and controlled environment. Since human health is involved, there are strict regulations and standards for making medical components, and plastics processors are continually working with the medical industry in meeting those standards with effective and low-cost manufacturing technologies. These medical components are used in a variety of settings and medical environments, further ensuring the demand for high volume and low-cost manufacturing solutions.
Extrusion machines are usually large investments for companies and are a key factor in determining what a company can produce and at what level of consistency. This set of criteria should narrow down what type of machine you require. Each criterion is rated out of 5 and given a weighting depending on its relevance. The criteria are then compared to a range of machines and the machine with the highest rating should fulfill your requirements. Pricing and budgeting for production equipment can be difficult and often a more expensive machine with a higher output will never pay for itself, depending on your volume of production. Always ensure you factor in running costs, depreciation, and maintenance which can be up to 15-20% of the initial machine cost per year. Always consider the availability of spare and replacement parts for the machine you intend to purchase, particularly if it is an imported machine. This can affect the lifetime of the machine and its downtime. Technical support and service engineers should also be considered as a lack of technical support on a particular machine could cause production problems in the event of a breakdown. High performance and good efficiency can often be nullified by low throughput on a machine, so always ensure the machine has the capability for future production increases. This can be done by referencing the machine’s maximum output for a given material with its screw diameter and design. Always consider that a machine with a single input may be required to run a higher number of materials in the future. The flexibility and capability of a machine are often the most important factors to consider when choosing an extruder and its suitability may be the difference between a reliable and efficient process and a continual battle with unmelting, gels, surging, or backflow.
With the definition of production requirements, a Total System Cost of Ownership can be calculated for the different machine options. This is the best way to fairly compare different machine options but unfortunately requires a little estimation in some areas. Once again, the clearer the definition of production requirements, the more accurate the calculations will be. Cost of ownership can vary greatly between different machine types. High output machines will normally have low cost per pound productivity, but will likely have higher energy consumption. Requirements for tight tolerance product may mean increased cost in downstream equipment in order to achieve the desired results. It is best to have a clear understanding of present and future production requirements. This can highlight the need for scalability in a machine and may reveal that it is more cost-effective in the long term to buy a more expensive machine.
For many companies, who will be looking for a plastic extrusion machine, production requirements will be the foremost factor in deciding which type of machine to buy. Often the company will be looking to fulfill a new contract, produce a new product, or increase the production capacity of an existing product. It is necessary to have a clear understanding of the production requirements, which will include the output rate (pounds per hour), the required tolerance on the product, and expected changeovers in the future. It may be beneficial to define the product requirements and map the manufacturing process for the product. This can often highlight the specific machinery requirements for certain processes i.e. a single screw extruder may be adequate for some jobs, but a two-stage vented extruder is necessary for others.
Beginning with the basics, consider the type of plastic to be processed. It may be a general-purpose material or a highly filled and/or pigmented material. There are a wide range of manufactured extrusion machines, specifically designed for a particular type of plastic or plastic process. Some of these will be detailed later in this guide. The most common widely used plastic process is for PVC-U and window profile. Another example is for compounding processes, using fillers and additives to mix with the base polymer. In these cases, a twin screw machine with side feeders is likely to be the best option.
Before choosing a plastic extrusion machine, an evaluation of the compatibility of the machine with the plastic material is necessary. This is often overlooked, however, it is essential for the overall processing performance, rate of profitability, and ensuring a quality finished product. Some questions that should be asked are: is this the right type of machine for the material to be processed? Will it run the desired quality of product? How efficiently will it perform? Is it cost-effective in both the short and long-term process? These are just some of the main considerations for material compatibility when choosing an extrusion machine.
The size and capacity of the machine in question is a crucial element to consider, since it is directly related to the efficiency and output rates of the extrusion process. The biggest machine built is not necessarily the most productive, and a small machine may be incapable of coping with a manufacturing demand. The maximum output rate for a given material is achieved at a certain screw diameter, and although it is possible to purchase a machine with a higher maximum output, this may only be achievable with a larger screw, which is not compatible with the material in question. It is generally more cost effective to run several high output machines than one very high output machine. High output machines are generally less energy efficient for lower outputs, downtime can have a serious effect on annual productivity, and running a single high output machine may mean that there is no backup if the machine goes down. The extraction rate of the extruder can be severely limited by an inadequate die. Sheet dies can have a wide range of thickness capabilities and the nature of the product will have a bearing here too. Hollow products will generally require a larger die than surface products. The same is true of pipe and profile products. The screw design and performance are also influential factors. Many extruder manufacturers can provide data on the rate at which their extruders will empty a given resin from a free spinning screw and this can be a useful comparative tool. Note that such a test often favors the use of a barrier screw because of its mixing performance. This extra machine capacity is often unnecessary and there are other ways to improve the rate without resorting to a larger extruder.
It is very important to think about the cost and return on investment for an extruder. With the wide variety of machines in the market, and many specifications available, extrusion equipment prices can vary widely. In general, extruders are somewhat expensive relative to other types of processing machinery. A steady increase in technical sophistication and output capacity of extruders has produced continual price increases. With some top of the line extruders now exceeding one million dollars in price, it is important to make an informed purchase. In some cases, where the production requirement of the end product is low, or the product is not likely to be produced for an extended period of time, the cost of an extruder may not be justifiable. This would be due to the fact that in comparison to other forms of processing machinery, extruders have a higher minimum viable production level for cost efficiency. In this case, outsourcing the production requirements to a company with an extruder may be a more cost effective solution. This holds true for the many small or medium sized businesses looking to avoid the expense of entering extrusion in house. An examination of the production requirement and the nature of the end product are vital in making a decision on whether to buy an extruder.
Regular cleaning of the plastic extrusion machine is crucial in preventing contaminants from affecting the final product. Contaminants can include old/deteriorated colorant or resin, dust, grease, oil, leftover additives, moisture, and foreign materials. The screw and barrel of the plastic extrusion machine are the primary areas for concern. Resins with additives that have low melting points and decompose easily can bake onto the screw and barrel flights of the plastic extrusion machine. This will degrade the resin and cause discoloration. Using a mild abrasive can be effective in removing these contaminants without causing damage to the screw or barrel of the plastic extrusion machine. Precaution should be taken since abrasives can cause wear on the screw or barrel if used too aggressively on the plastic extrusion machine. It is often a good idea to use a purging compound designed to clean screws and barrels of plastic extrusion machines, though mechanical abrasive cleaning is usually also required. Note that the check valve of the plastic extrusion machine can be damaged if abrasive cleaning is used on it. Brushes and abrasive pads can be effective for cleaning the check valve of the plastic extrusion machine. After the screw and barrel of the plastic extrusion machine is clean, it is a good idea to soak or flush with a rust preventative. If the plastic extrusion machine will be down for an extended period of time, the barrel should be filled with a non-corrosive oil. This will prevent moisture in the air from causing rust on the inside of the barrel of the plastic extrusion machine. If screw (or any other component) removal is required on the plastic extrusion machine, it is important to record torque specifications and the positions of any shims or set screws. This will assist in proper reassembly and operation of the plastic extrusion machine.
Before cleaning the plastic extrusion machine, retract the screw and remove all materials from the hopper and cylinder. Make sure the power is turned off during cleaning of the plastic extrusion machine. Several types of cleaning material can be used for the plastic extrusion machine. For example, when changing material types, it’s a good idea to use a little of the new material to clean out the old from the plastic extrusion machine. When starting up the plastic extrusion machine after a shut down, it is usually necessary to back out any degraded resin. A purging compound made of the resin or a commercial purging compound can be employed for cleaning the plastic extrusion machine. Solvent purging is a very effective cleaning method for plastic extrusion machines, but solvents should be used with caution. Check for the machine manufacturer’s recommendation first to ensure that solvents won’t damage the plastic extrusion machine. Pulverized or degraded resin can usually be removed by cleaning the plastic extrusion machine with a rag or wire brush. Any time abrasive cleaning methods are used on the plastic extrusion machine, care should be taken to prevent damage to the machine. Always follow up with a gentle cleaning method afterwards on the plastic extrusion machine. Compressed air can be used to blow debris from tight spaces of the plastic extrusion machine. Vacuum cleaners are ideal for cleaning the electrical cabinets, motors, and gearboxes of plastic extrusion machines, as they will help to prevent dust and debris from working its way back into the machine. Remember that no matter what the cleaning method, it is always important to consult the machine manufacturer’s recommendation for the plastic extrusion machine. Using the correct lubrication method is very important for maintaining a plastic extrusion machine. Each part may require a different method. Consult the machine manufacturer’s documentation for the recommended lubrication methods and intervals for the plastic extrusion machine. A good default practice is to use oil for components that have relative motion, and grease for components that are heavily loaded and slow moving on plastic extrusion machines. Avoid using too much lubrication on plastic extrusion machines, as this will attract dust and debris, and over time it may act as a grinding compound. Always clean off the old lubrication before applying more to the plastic extrusion machine.
A common problem that arises in the plastic extrusion process is when pellets and/or additives do not want to mix with the polymer melt. This can be caused by many different things on plastic extrusion machines. One cause can be the pellets themselves. If the pellets are not mixed well enough to be uniform, the additives can separate from the polymer and cause uneven distribution of the two in the plastic extrusion machine. Another thing that can cause this problem is the screws are worn and/or the screw and barrel design does not convey and mix the material well enough on the plastic extrusion machine. This problem can usually be solved by changing processing conditions and/or the screw and barrel of the plastic extrusion machine. If all else fails, changing the additives and/or changing to a different resin may be the solution to the mixing problem on the plastic extrusion machine. If our polymer melt comes out of the die in an uneven flow from the plastic extrusion machine, it is an indication of poor mixing in the screw and/or die. This can be solved by increasing back pressure and/or the temperature of the material in the plastic extrusion machine.
Another common mishap in the plastic extrusion process is when our desired shapes are not being attained from the plastic extrusion machine. If the product is flat and/or has an uneven shape from the plastic extrusion machine, it is typically a result of the shape of the die being unbalanced. If our cross-section dimensions are not to appropriate specifications from the plastic extrusion machine, it can either be the result of too much swell, or the material is cooling at different rates. Should these be the problems at hand with the plastic extrusion machine, both can be remedied by adjusting the temperature and draw-down conditions.
Other kinds of hazards with plastic extrusion machines include the fumes from heated plastics. If this is not properly ventilated, it can be harmful to the operator of the plastic extrusion machine. Noise from the plastic extrusion machinery can damage hearing, so ear protection should be provided and used. Fire is always a hazard with any kind of machinery like plastic extrusion machines. It is important to have fire extinguishers readily available and a plan of action for an emergency with plastic extrusion machines.
Plastic extrusion machinery has many electrical hazards. The primary source of power for the plastic extrusion machinery should be a consideration in what voltages are available. It is important that the plastic extrusion machinery complies with the factory power supply. Wiring and cables should be kept in good condition with insulation intact on plastic extrusion machines. Junction boxes and control panels should have proper covers and labeling on plastic extrusion machines. In a situation when the plastic extrusion machine is still in the commissioning stage, it is important that no trial runs are performed with the covers off. Static electricity can also build up and accumulate on the end of a profile or film from plastic extrusion machines, so a method for its safe dissipation to the ground needs to be considered.
Mechanical hazards occur in moving parts of plastic extrusion machinery. Operators need to be cautious and aware of the machinery’s operation when replacing dies or calibrating the plastic extrusion machine. In situations when it is necessary to access the moving parts, always turn off the plastic extrusion machine beforehand and use lockout devices to make sure the power cannot be turned back on. Power transmitting shafts and moving parts should be covered and/or guarded on plastic extrusion machines to prevent hands, hair, jewelry, or clothing from getting tangled or caught up in the machinery.
When applying safety precautions or working with any machinery like plastic extrusion machines, the main concern in this book is to avoid accidents and personal injury. Usually, the safety standard of machinery is considered during its design, but it is still important to operate plastic extrusion machines correctly. Incorrect operation of plastic extrusion machinery is usually the main cause of accidents. Therefore, following the correct procedures, using common sense, and maintaining the plastic extrusion machinery and work area are important aspects of safety. When considering safety precautions and plastic extrusion machinery, it is important to understand its mechanical and electrical hazards.
An example of an innovative method to change an existing plastic is the development of conductive additives for plastic. This would allow plastics to be used in an injection molding process to create a pre-form, which could then be reheated and inflated in a blow molding process. The result is a hollow plastic product that is conductive; it is said that the method could be used to make, for example, a plastic coke bottle that can store static electricity, and discharge it through a built-in earthing wire! Step changes such as these will continue to drive the extrusion industry towards new and innovative methods to process plastics.
Advancements in materials for the plastic extrusion industry pertain to a wider range of plastics that can be processed and new innovative methods to change existing plastics. Plastics are being engineered for highly specific purposes, and therefore the extrusion industry is demanded to produce highly specific products from plastics and their associated derivatives. This means that greater R&D into custom dies and more adaptable machines will ensue, allowing the extrusion process to be fine-tuned to the specific type of plastic being used. High performance plastics will also require higher extrusion temperatures, so research into new heater band and barrel designs will be needed to cope with this demand.
The future of the plastic extrusion industry is a veritable spectrum of innovations and ideas directed at helping the industry function more efficiently and produce higher quality products. The areas of technology that will be addressed in terms of the future are advancements in materials, and how these new materials can improve production of extruded plastic products. The second area is the inclusion of automation and industry 4.0 into the processing stream, and how these methods can be used to cut costs and increase efficiency. Finally, the trend of sustainability has found its way into the extrusion industry, with an increased focus on recycling and sustainable production methods.
There are two distinct areas where polymer materials have experienced significant change and growth. The first is in the development of new materials that are designed to replace traditional materials in current applications. An example of this would be the automotive industry switching from the extrusion of PVC to TPE materials in the manufacture of seals and trims. The second area is where advancements in processing technology have allowed for existing materials to be processed in new and innovative ways.
It is estimated that around 80% of all polymers are processed in an extruder in their raw material form. The past twenty-five years has seen polymer extrusion grow from a basic manufacturing process to a highly sophisticated and flexible method of producing, all with minimal interaction by the machine operator. This transformation has been possible through the development of new materials and improvements in existing extrusion technology. As a guiding example, the rate of development in extruder screw design has more than quadrupled in the past ten years, leading to significant increases in quality and outputs of extruded products. With current and future trends showing no signs of slowing down, it is essential to identify the rationale behind material choice and the potential effects on the process of polymer extrusion.
Plastic extrusion and material advancements
Because of the global demand for high volume production lines, automation technology has become an essential part of the extrusion line. By automating key processes, manufacturers are given an opportunity to increase efficiency and product quality significantly. This is done by ensuring the repeatability of specific process parameters, faster and more accurate product changeovers, reduction in scrap, and consistent product quality. Previous generations of control systems have improved efficiency up to a point. However, with the milestone of Industry 4.0, companies now have the opportunity to collect and analyze data from the entire production process. By utilizing cyber physical systems, it is now possible to provide an end-to-end process transparency, enabling the systems to monitor and make decisions based on the data in real or near real time. This is achieved by creating a virtual copy of the physical world through sensor data in order to decentralize decision making. If successful, it will lead to a significant increase in automation across the entire industry. For extrusion, this will mean intelligent systems capable of making decisions on parameter adjustments and even systems capable of self-correction. An example of this would be an extrusion system capable of automatically adjusting to changes in raw material viscosity. Heavily integrated automation is bound to improve the efficiency, flexibility, output, and product quality of the extrusion process. This is likely to lead to a smaller margin of error, increasing the consistency of the final product.
Customers seeking more sustainable extrusion solutions are now no longer limited to using a lower grade material in hope that they might degrade faster once in landfill. Material development in recent years has meant that there are many more formulations which both degrade quickly and specifically in composting environments. Though it is more commonly known as biodegradable plastic, this is because it is now true that many standard materials can completely degrade given the right conditions. In addition to this, there has been development in materials which use a recyclate or filler to lower the usage of primary plastics. This ranges from mixing wood pulp into a thermoplastic to using a masterbatch additive with recycled fibers. The use of recycled plastics is steadily growing due to improvements in the quality and consistency of the material and also its relative cost to prime material. This is particularly true of plastic packaging extrusion.
The sustainability of the plastic extrusion industry has been a major concern for extruders in all sections of the industry. There has been consistent development in recycling technology and recyclate materials, which has been well received, and there has been an increase in the number of companies who are seeking to aid the environment rather than exploit it. There are several factors behind this recent drive in sustainability, though the key driving factor is generally a customer with specific environmental targets.

Each manufacturer has a different type of plastic extrusion machine, basically $8,000+ .
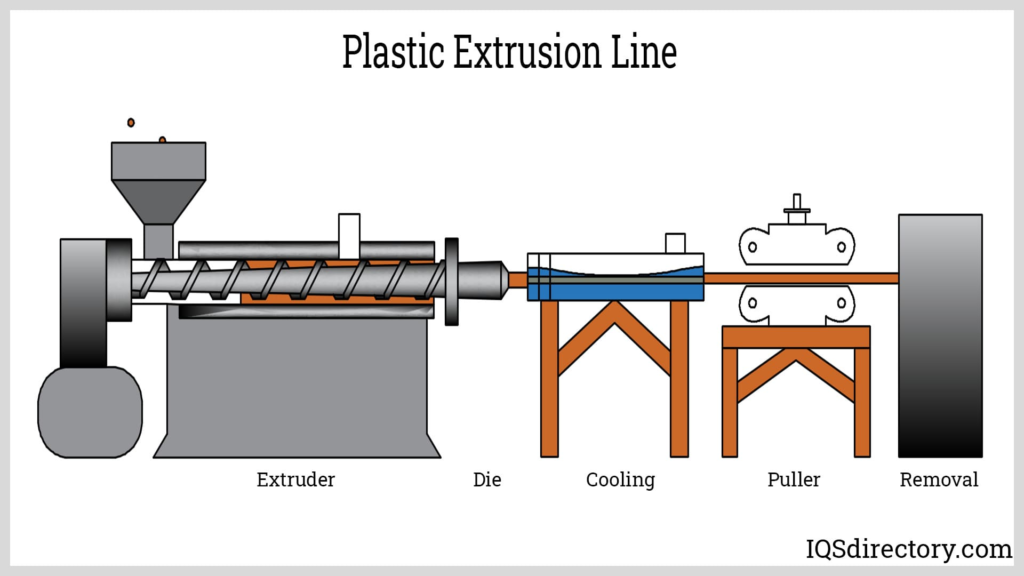
Plastic extrusion machine extrude plastic pellets into continuous plastic profiles by heating and melting them and then pressing them through a die. The process includes raw material preparation, melting, extrusion, cooling, cutting and collecting. The key components are the extrusion machine, the mold, the cooling system, the drive system and the control panel. These machines are highly efficient in producing a wide range of plastic products used in the construction, automotive, packaging and other industries.
Making a plastic extrusion machine requires design, material selection, assembly, electrical system, testing and safety measures. First, the machine is designed and high-quality materials are selected according to the requirements. Then, the extruder, heating system, cooling system and drive system are assembled according to the design. Next, the electrical system is configured, including temperature control and speed control. After completing the assembly, tests are carried out and necessary adjustments are made. Finally, ensure that all safety measures are taken, such as guards and emergency stops. Building extruders requires specialized knowledge and engineering skills to ensure safe and efficient operation.