Email:
info@miocuisine.com

Post-processing technology is to add value or improve properties of a molded article directly or indirectly. This aims at improving the productivity of a molded article and the service life of the mold. For example, with the recent demand for the thinner and lightweight mobile phones, post-processing technology has an important role in prolonging the lifespan of the mold by adding a coat to reinforce the mold. Generally, for a molded article or a mold, it is said that the latter treatment it receives, the better quality and efficiency will be gained. This indicates that the post-processing technology which backs up the molding technology has an important role for the mold and the molded article. Due to this recognition, the importance of the post-processing technology has been increasing year by year.
Injection moulding process is one of the most widely used forming methods in the industry. It is based on the manufacturing of moulded articles which are produced by forcing a heated material into a mould cavity. The molding industry has been requiring improvement in the quality of the molded articles. Therefore, technology which can improve the surface properties of a moulded article, a painting technology which can add value to the surface, and a technology which can strengthen and/or clean the mold, have been demanded.
The process of cool and heat exchange occurs at the mold interface has an obvious and direct effect on productivity. During the injection stage, the mold has to absorb the heat from the melt, while in the cooling stage, the mold has to expel the stored heat with cooling water in order to permit ejection and then the cycle start of injection molding. There are numerous methods to control this heat exchange, and they are all generally carried out at the machine trial and error stage. 60% of the injection molding cycle time is consumed during cooling. An improved method of controlling the melt and mold interface temperature could be a way to increase profitability and would be a part of post-processing production of a plastic part.
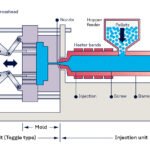
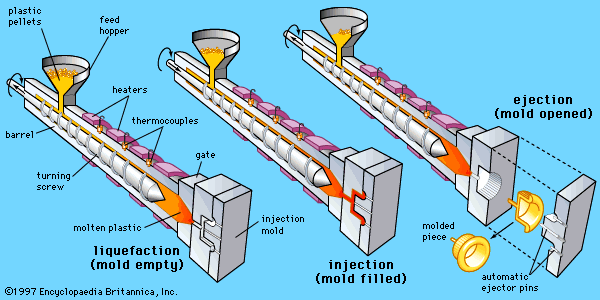
The process and the machine have been developed over the last 60 years to a point where it is now at its optimum, and post-processing of products is vital to add any further value. A product is injection molded by heating thermoplastic material to a liquid state and injecting it under high pressure into a mold. The part is then rapidly cooled and removed from the mold as a solid object. The term injection mold cooling encompasses two processes: cooling the melt inside the tool to form a part, and cooling the actual mold, which is started and the part is ejected when the mold is deemed to be cool enough. The machine consists of two basic elements: the injection unit and the clamping unit.
Injection molding is one of the most commonly used methods of producing large quantities of plastic products. Complex, changing of shapes, control of structural foam, pressure molding, and thin-wall are the few advantages and characteristics of injection molding. This technique is so popular due to the variety of products that it enables to produce. As a very general rule, if a product has a plastic part, we can probably make it more effectively and efficiently with injection molding.
Assembly is probably the most common post-processing activity. Mechanical fastening and bonding are the two main types of assembly that occur. Both techniques are employed when more than one part is molded or when a molded part is to be mated with a part from a different material. Mechanical fastening encompasses a broad range of methods from very simple snap fits to more complex methods such as installation of threaded inserts. All types of mechanical fastening are straightforward to do, but most tooling design engineers agree that provision of fastening features adds to the complexity of a mold. Fastening features often involve side actions or collapsible cores and can therefore add significantly to the tooling cost. Mechanical fastenings are becoming less preferable in recent years due to packaging and weight saving requirements, and there is a trend to replace fastening features with an interference fit. The second type of assembly, bonding, is the joining of two materials with an adhesive. This can occur between an insert and a molded part or between two molded parts. Both types of bonding are becoming more frequent in mold shops today.
Technical advancement has been rapid and continues to be so. Product life cycles are reducing, as are the time scales of technology development. The speed of a product to market is a critical element for most manufacturers. Injection molders have noticed these changes and there has been a move to reduce lead times and costs for tooling. Post-processing activities, such as assembly and surface treatment, are important, but usually non-value added steps. However, technological developments in the post-processing area have been limited compared to those in molding. What is clear is that future part production will benefit from improved surface finish straight from the mold, so it is an area that requires some attention in the future.
Another popular treatment is the use of coatings and painting, although surface roughness can affect the adhesion of the coating. High surface roughness can lead to coating disbandment and decay. In these cases, a surface treatment can be done to the mold before the part is produced. An improved surface on a mold can result in an improved surface on a molded part.
One of the most common surface treatments is mechanical finishing. Mechanical surface treatments improve surface finish through abrading, burnishing, cutting, or compressive stresses. Techniques range from grinding (which changes the surface layer properties) to casting, which produces a very smooth surface finish. These processes can improve appearance and paint adhesion while also increasing fatigue life. One very successful mechanical processing method is bead blasting. This is a process that propels fine glass beads at a surface to remove surface deposits and can also peen over the surface to create a very smooth, uniform finish. This creates a more aesthetically pleasing product and can be used to cover surface blemished surfaces.
Surface treatments are processes in which the stability, integrity, and appearance of a manufactured part are enhanced. They can be done to alter the surface in a variety of ways such as polishing, etching, and plating. Some surface treatments can significantly improve complex part extraction, minimize scuffing, and improve wear/tear resistance.
Despite differences in machine design and function, all mechanical processes rely on the relative movement of the media or abrasive instrument and the workpiece to cause a gradual removal of material. The media and tools available encompass a wide selection to suit any finishing requirement. Also, the relative abrasive effectiveness of a media can be increased as cutting generally occurs on raised surface features. This is useful for achieving a rough surface finish on a smooth surface, or for creating flow tracks to aid drainage in a polished surface.
Achieving the desired finishing result begins with careful consideration of the required finish. This should be characterized in terms of the finishing process parameters and the subsequent surface quality. Matching the most cost-effective process to the target surface is the key to success. This is due to the wide-ranging costs and finishes available while using mechanical processes.
Development of mechanical finishing Mechanical finishing of plastics has traditionally been carried out using the same machines and media that are used for metals. However, due to the increasing use of plastics in industry, systems more tailored to the finishing of plastics have been developed. As a result, a wide range of techniques and machines are available, from hand finishing using abrasive papers through to high volume mass finishing processes.
Chemical surface treatment serves the purpose of obtaining the desired modification or improvement of a polymer’s surface properties. There can be several objectives in the modification of polymer surfaces with chemical treatments, depending upon the type of polymer, its application, and the desired end result. These objectives are:
1. To improve adhesion of paints, inks, and coatings.
2. To improve adhesion of rubber to a substrate.
3. To improve bonding of an adhesive.
4. To improve wettability for better bonding.
5. To improve the feel and appearance of the surface.
6. To improve the hardness or chemical resistance of the surface.
There are many methods to achieve these results, which can often be achieved with different types of treatments. Examples would include immersion, spraying and lamination of a treated film. An example of a specific treatment type would be the corona discharge process, which can be applied to a variety of polymers and achieved different results by altering the gases used. The corona discharge process can effect several types of change to a surface including: cleaning a surface to remove contamination, etching a surface to produce a microroughness which can improve bonding, or the addition of a coating to the surface of the polymer. An example of another relatively flexible treatment method would be the generation of a plasma at low pressure and room temperature. Plasma treatments are very effective in achieving surface cleaning and increasing the surface wettability of a large variety of polymers with numerous gases etc. This can be a relatively low cost process with no effect to the bulk properties of the polymer or the surrounding environment. However, some plasma treatments can be batch-based processes, others are continuous processes which can be well suited to large-scale polymer processing industries with in-line treatment prior to downstream manufacturing steps. The large number of polymers and their diverse applications, combined with the flexibility and range of treatments available mean that it can be very difficult for designers, engineers, and manufacturers to accurately identify and select the optimum type of surface treatment to achieve the desired objectives. This is further complicated by the close inter-relationship of polymer chemistry, surface treatment, and end use. To ensure the compatibility of the treatment with the polymer may require joint development by a treatment supplier and polymer manufacturer, or the involvement of surface treatment specialists with expert knowledge of surface chemistry and process technology. High value is placed on the treatment where it requires little to no change in the existing processing or manufacturing steps of a polymer. Cost effectiveness and environmental impact are of increasing importance with any treatment selection.
Specifically, the aim of flame treatment is to improve adhesion of various coatings on the surface of the polymer. The ability to achieve this form of adhesion is related to the surface energy of the polymer which, in turn, is related to the bond structure of the surface. Flame treatment modifies the surface energy through a process known as oxidation. The treatment method involves exposing the surface to a high temperature, generally via flame, causing localized melting of the surface. When a suitable polymer like polyethylene is treated with a flame, it will become very sooty. As the surface is oxidized, the soot will disappear and a shiny layer of oxidized material will remain. This process has been validated through both experimentation and computer simulation for various polymers. By physically measuring the surface energy or by calculating the change in surface free energy, it has been shown that flame treatment increases the available surface energy for bonding. This will usually manifest in an increase in both polar and dispersive surface energy. This type of treatment is most commonly used at an industrial level in preparation for bonding or printing and also improves the wettability of the polymer. While the overall goal of thermal treatment is similar to flame treatment, the physical methods involved and the extent of surface modification are quite different. During flame treatment, the application of heat is quite intense and the melting of the polymer surface is highly undesirable. In some cases, particularly with thinner more flammable materials, the surface may be degraded to a point where it is no longer suitable. As an alternative, a process like hot air treatment can be used to raise the surface temperature of the polymer to improve its printability but without causing any visible damage. The use of hot air to treat the surface can also be used for stress relief to remove any in-mold stresses that are causing warpage. This type of treatment is favorable for any polymer as it can be easily regulated to produce the desired effect. Both types of treatment have been addressed in the literature and it has been shown that an increase in surface temperature will improve adhesion of subsequent coatings. Similar to hot air treatment, oven treatment involves raising the temperature of the polymer to cause some form of surface modification. The only difference is the mechanism in which the heat is applied and the degree of surface modification or stress relief that can be achieved. Usually, the polymer will be placed in an oven for an extended period of time with the temperature set to just below the material’s melting point. This allows some degree of surface flow without any damage to the dimensions of the part. This technique is again favorable for stress relief but can also be used to change the properties of a surface. An example of this is in the case of polytetrafluoroethylene (PTFE) which can be sintered in an oven to provide an improved coating substrate.
Coating and painting, with differences in their definitions and concepts, are mainly used for changing visual effects and improving the performance of the product to be used in different geographical conditions. Painting involves the application of organic or inorganic liquid on the surface of the part, followed by baking (in the case of metal parts) or without baking (in the case of plastic and rubber parts). There are two methods of liquid painting, namely spray painting and dip painting, and also powder painting in the case of metal products. Coating involves the application of a thin layer of organic film material on the surface of the part using processes such as vapor deposition, plasma spraying, and ion implantation. The use of vacuum techniques for deposition is able to conformally coat the most complex shaped parts, including the interior of the part, and requires low material usage. Plasma spraying provides a high porosity thick coating on the surface used, for example, in tribological applications, and ion implantation method is used for enhancing the product performance by mainly increasing the surface hardness, wear, and friction properties. Coatings can also be classified as hard coatings and soft coatings, depending on the temperature and atmospheric conditions to which the coated product is subjected. Hard coatings are used in application areas requiring high temperature resistance, high hardness, wear resistance, and low friction, while soft coatings are used, for example, in optical application areas. So, the main area of focus in painting and coating techniques lies in increasing the product life, reducing the maintenance cost, and finding alternative methods and materials that are environmentally friendly. But regardless of the advantages in using painting and coating, the high process cost and lack of knowledge among design engineers in its application fields are bottlenecks for the development in this technology.
Overmolding is an assembly process which is used to encapsulate one part within another. The second molding of material bonds to the first to add the desired functionality. The main advantage of overmolding compared to post-assembly is the highly reduced chance of damage to the insert and the firm bonding of the two materials. An example of overmolding from the medical industry is the overmold of a flexible grip material onto a rigid disposable syringe.
Ultrasonic welding is the technique of applying a vibrating acoustical tool at ultrasonic frequencies in order to set up a solid state weld. The part is placed upon an anvil and the tool is directed towards the joint area between the parts. The tool does not spin or rotate, but the vibrations cause the part to melt in a localized area, and when the vibrations stop, the part will cool and solidify to form a weld. This is a fast and highly reliable process which can be fully automated. The only disadvantage is that each part being joined requires a joint to be designed into the mold tooling.
Adhesives, fasteners which operate in shear and tear, and welding can join plastics to metals or other plastics after the molding process, thus it is not strictly an assembly process. The choice of adhesive type for bonding plastics is quite large, but all work by way of surface preparation to create a mechanical bond, or chemical bond, or both. Mechanical bonds are preferred when the joint will be subjected to peel forces. The surface is prepared by roughening and an adhesive with gap filling ability is chosen. Solvent, or chemical etching is used to create the chemical bond which works by slightly dissolving the surface of the plastic to create a solvent weld joint, or in the case of two component adhesives, the hardener will react with the surface to create a durable bond.
Snap-fit assembly is a method of assembling parts without incurring extra cost by way of threading, using heat staking, adhesives or ultrasonic welding processes. The joint can be permanent or releasable. Permanent joints are made by deforming the part slightly or by designing a hook on the male part, which will then lock behind the female part. Releasable joints can be unsnapped using manual or tool pressure. There are several different types of snap-fit joints, but they all provide resistance to being pulled apart and at the same time can be easily manipulated for assembly. Some of the more common types are shown in the figure below.
During snap-fit assembly, two mating parts are joined by co-developed features of the components in a way which causes them to attach and form a joint from elastic or deformable deformation of one part. The joint can be permanent or reversible. The deformation in the plastic part is achieved using a snap-fit peg which is forced past undercuts. The elasticity of the material allows it to deform as the peg passes through the undercut and then reforming after it passes to prevent the peg from reversing back through the undercut. Once the peg passes completely through the undercut, the part will be firmly attached. Joints of this nature offer simple and cost-effective assembly and disassembly as well as a high-strength joint often resulting in a preference for snap-fit joints over alternative fastening methods. There are four principal types of snap-fit joint, each with a peg which progressively increases its diameter. The step joint, cantilever snap-fit, annular snap-fit, and torsional snap-fit. The step joint comprises a peg which increases in diameter gradually and is the simplest joint to achieve with the diameter of each section determining the minimum hole size and draft angle. The cantilever joint provides a very strong joint with its large contact area and the flexibility of the cantilever allowing it to deflect past the hole prior to reforming. An annular joint comprises a circular rib and the peg is a simplified form of the step joint peg. It is easy to design and has low assembly force. A torsional snap fit involves a circular hole located within a square hole with the peg being the outer circular diameter. This joint requires high precision and close tolerances but offers a very strong joint with high resistance to torsional loads.
There has been relatively little research done specifically in relation to injection molded parts and tooling. However, the ability to use one polymer component to attach an accessory to another component at a later stage provides a cost-effective and simple assembly method. An investigation into adhesive bonding would open up a large number of potential methods to replace complex assemblies and dual injection overmolding.
A detailed explanation of the types of adhesives available and the ability to predict the joint strength in an assembly is available in an online lecture by Prof. David A. Dillard at the University of Tennessee. The ability to predict the joint strength with respect to different surface treatment conditions (injection mold release agents, flame treatment, corona treatment, and plasma treatment) between different polymers and grades is highly desirable in the industries with the intent to replace metal and other materials with polymer components. The development of molding simulation technology to predict the location and level of the surface treatment in a virtual molding environment can be used to aid this research and is an active area of research for many polymer-related topics. Simulation information can then be linked to mechanical testing simulations of the bonded joints in an FE environment to minimize cost and time. Finite element analysis can also be used to evaluate and compare the stress distributions in a joint between adhesive bonding and welding methods.
Adhesive bonding is a surface assembly method that has been investigated for advanced polymers, especially in the automotive and aerospace industries, as an alternative to mechanical fastening and welding. There are a variety of the latest surface treatment methods available that can activate the polymer surface to improve the adhesion between the adhesive and the polymer. Thus, it is an area that is continually growing and the boundary between the surface treatment methods mentioned in section 2.1 and the use of adhesive is becoming more blurred.
Ultrasonic welding is a newer method for assembling plastic parts, introduced in the 1960s. In ultrasonic welding, high frequency acoustic vibrations are applied to two parts being pressed together. The parts are designed so the joint between them is a single line. A sonotrode connected to an ultrasonic transducer is vibrated at a frequency of 20,000 to 40,000 Hz. The acoustic vibrations are transferred to the part as it is held together under pressure. The continued application of vibrations and pressure causes a localized melting of the plastic. After a hold time to allow the plastic to cool, the joint is formed. The advantages of ultrasonic welding are that it is a fast process, good for mass production, a relatively low cost because it doesn’t require the purchase of connective fasteners or adhesives, and can be easily automated. The disadvantage is that the joint must be a simple single plane joint, which limits its use somewhat. Many research papers present results of ultrasonic welding of specific plastic materials. Park et al. presented results of welding carbon fiber reinforced composites. Song et al. performed tensile tests of ultrasonic welded PLA joints. Johnson et al. wrote of welding expanding memory foam made of shape memory polymers. All papers discussed the specific welding parameters necessary for optimal welds of the given materials. These papers give advice to a researcher with similar materials to follow when attempting to ultrasonically weld their own materials. These papers are helpful for any research being done with ultrasonic welding of a specific plastic material.
One of the advantages of plastics over other materials is the ease of in-mold assembly without the need for secondary operations. Overmolding is a two-shot injection molding process that creates a single part by combining two or more separate components. This process has some advantages over assembling two separate injection molded parts. The most noticeable advantage is that overmolding can create a part with a soft touch or texture, where an assembly of two rigid parts would need an overmolded paint job to achieve the same feel. As the second shot is molded over the first, the parts become essentially locked together and the overmold can actually improve the strength of the part. Overmolding can eliminate the need for a separate assembly of two or more parts and the joining or welding of components. This can simplify an assembly and in many cases make it more cost effective. An example of this would be overmolding electrical contacts in a ring and slider application. The contacts can be overmolded with plastic making a single piece that can be inserted from one side and held in place by the friction of the plastic. This is a very simple and reliable assembly that wouldn’t be possible if the contacts were a separate component to be assembled later.
Dimensional accuracy is an important aspect in part quality. This can be the difference between a part working and not working; a product fitting in with its assembly, resulting in overall system failure. It can also affect the strength and appearance of a product. There are many testing methods available to measure the dimensional accuracy of a plastic part. The best results will come from having a comparable metal part and a direct comparison of dimensions with a CMM machine. If a metal part is not available, which is often the case, the CMM comparison will not be possible, therefore one can use the 2D drawings to program a CMM machine to measure part dimensions to the drawing. This is effective, but lacks the desired accuracy of direct comparison. Direct comparison can also be carried out using micrometers and vernier calipers, but this method may be time-consuming and again lacks a high level of accuracy. A quicker method is to use optical scanning, which provides an effective and accurate way to compare part dimensions to the CAD model. RPV (replica plastic and wood) are ideal for comparison with a higher volume of sample parts, or testing of cavitation from different mold tools. SME currently has a test program running on behalf of GKN Aerospace using RPV to measure the dimensional accuracy of a set of aerospace parts produced by several injection molders from around the UK. This will determine the effect on changes in process conditions, a direct comparison of parts can be found here. Other methods are available such as the use of plug gauges, but this is generally a black/correct, simple and expensive way to check hole tolerances on a relatively small batch of parts. Prompt the purchase of new tooling if quality looks sketchy. High accuracy measurement can be performed in-house or by subcontracting quality testing companies, depending on cost and resource availability.
The ability to manufacture products to a high degree of dimensional accuracy and consistency is a major factor in the widespread use of injection molded products in many industries. The process of ensuring the dimensional accuracy of an injection molded part begins long before the part is molded and continues long after the molding has been done. The research and development of a new molded product often involves the machining of prototype mold tools from a variety of different tooling materials. Considerable effort goes into the selection of the most appropriate tooling material that will result in a dimensionally accurate prototype molding. Later in the development process, there are some post-molding operations such as the welding of multiple parts, or the alignment of inserts, which can have detrimental effects on the dimensional accuracy of a molding. Therefore, it is important to have an understanding of how processing and post-processing methods can affect the dimensional accuracy of an injection molded part, and how to measure this dimensional accuracy relative to the original design.
The increase in demands of surface quality has led to greater research in development and the use of advanced material surface technologies. However, before any surface treatment can occur, there is a need for assessment of current surface quality and its specification. Post-mould surface technologies have often failed due to insufficient knowledge in baseline surface quality, inability to measure and verify effects of treatment, and the inability to quantify the expected results.
Between three and four per cent of the gross turnover of European injection moulders is spent on surface finishing of plastic moulded products. In Germany, for instance, this accounts to be around 660 billion Euros per annum. The superior tooling and mould design, higher grade of steels, and more advanced processing techniques mean that modern moulded parts are of higher quality and accuracy. As a result, there are higher demands being made on the surface quality of these parts. Awareness of surfaces has changed in recent years and although highly relevant, it is no longer just a matter of a visual inspection, but the need for supporting data and measurable tolerances. This poses the question, ‘What is a good surface?’ In very basic terms, it is one that looks shiny and new. In more complex terms, the ability to define the surface of a moulded part and the understanding of how it can be measured and improved is a critical factor for many processors and tool makers in assuring the success of a product. Surface quality requirement can range dependent on the specific application. High cosmetic parts usually require high gloss surfaces. However, in areas such as automotive, it has been discovered that too high a gloss can impair visibility due to light reflection. The color of the part is often a critical issue, as many customers require variations of good consistent color and with the concealment of many surface marks or defects. This would be a benefit to the customer as an improvement, yet not a sacrifice of quality in another area of surface finish.
The surface of a moulded plastic part represents one of the most critical areas that influences the overall product quality, often determining the success or failure of the final application. To the end user, it may simply be an aesthetic issue. To the original equipment manufacturer (OEM), it may be the difference between a part that performs properly and one that fails in the field. In terms of processing, it can be the primary factor that determines cycle time and success of assembly. Many variables in the injection moulding process can affect the surface of the finished product including the type of tool steel used, the heat treatment of the tool, speed and type of injection, and the temperature of the moulding and its pressure. All these factors have to be taken into account. However, with ever-increasing demands being made on the surface quality of moulded parts, it is often necessary to apply a post-moulding operation to improve surface quality.
Strength and durability testing – This is the ultimate stage of quality assurance. The industry requires their molded parts to have the highest possible strength and durability, and to emulate the characteristics of the material’s expected life cycle. At present, this is a major limitation to polymer materials, as even the most robust testing is only predictive of real-life performance. For example, a material designed for 10 years of constant outdoor use would have to be artificially weathered and then put through accelerated testing such as fatigue testing/loading. This is not a feasible option for low-cost consumer products with a short life expectation. It is envisioned that in the future, advances in computer modeling will enable simulation of real-life conditions using testing at an early product or tooling design stage. This would help identify and solve any quality/durability issues prior to progressing to costly production stages. The ability to conduct such testing on just the tooling itself rather than production of large quantities of parts would save material costs as well as reducing consumption and waste of potentially harmful or non-sustainable materials.