Email:
info@miocuisine.com

The realization of this and the changes in machinery referred to earlier have led to plastics companies becoming more aware of the effects of maintenance and the various levels of reliability and quality of performance that can be achieved. This is a stark contrast to 20 years ago when most maintenance was reactive (i.e. repair of a breakdown) and was seen as a necessary evil and an unrewarding task carried out by the less skilled employee.
There are many theories on the definition and effect of maintenance. For the purpose of this guide, maintenance is defined as the activity to keep an item in its original state (in terms of benefits received when new) in order that it can perform its intended function. In the case of plastics machinery, it is to protect the investment (purchase of the machinery) and to get the maximum possible output of good quality product at the lowest possible cost. This is to be achieved through planned maintenance activities, which can be thought of as an investment in terms of time and money to prevent the loss of an even greater amount of time and money caused by breakdown and suboptimal performance.
In the last decade, it has become overwhelmingly clear that no country can achieve industrial growth without the strategic and planned use of modern machinery. The plastics industry is no exception to this concept and, in many cases, has led the way in modernizing its plant. At the heart of this has been a significant change in the types of plastics machinery used and the way they are operated. This has been achieved for many reasons, which include a desire to be competitive (i.e. reduce costs and increase output to grab or retain market share), legislation, and the need to design and produce better quality products. The downside to this has been a marked increase in capital expenditure on machinery and a reported fall in profitability made worse during the current economic downturn.
A good quality maintenance program, if implemented correctly, can reduce the amount of inventory a company requires. There are many ways to reduce inventory, but one of the most effective tools is to prevent equipment breakdowns that cause an avalanche of wasted man hours. Ever been in the situation when, due to a breakdown, your maintenance team moves into overdrive to get the equipment running again? Then, as a precaution, the purchasing department buys extra spare parts ‘just in case’. Often such breaches from normal purchasing can go unnoticed and unregulated causing a large reduction in company inventory. By preventing breakdowns, maintenance can control inventory and in the long term save the company money.
Machinery maintenance can have a variety of benefits which can positively affect your company’s bottom line; the cost of production is one such benefit. Throughout the years, studies have been conducted to compare the cost of maintenance in relation to the cost of production. The general result is that it is around 15-30%. In other words, maintenance cost has a direct impact on production cost. By reducing maintenance costs with more regular maintenance, and also in some cases increasing maintenance costs (e.g. changing to a predictive maintenance strategy) and thus avoiding more serious repair costs in the future, production costs can be reduced and thus increasing company profits.
Proper care and regular maintenance are an essential part of machinery and equipment management. Often, in the case of a breakdown, many of us take equipment maintenance for granted, with costs for repairs being the main concern. But “downtime costs resulting from a lack of maintenance can be a multiple of 10 compared to the maintenance cost.”
When an equipment manufacturer guarantees a certain life on a piece of equipment, there is a suggested life cycle that can be achieved under the right conditions. If the manufacturer’s service life is 15 years and you are currently operating the piece of equipment that is 10 years old, you have 5 years to get as much value out of that equipment as possible. Any reduction in life due to equipment damage or wear translates to an early replacement and additional cost to the owner. An example would be an extruder screw in a processing machine. An exact replacement screw may be around $5000, and the screw is a wear part of the machine. If after extensive use of this screw the owner has caused damage to the screw housing, which would mean a new screw would not function, this is a case where the damage of the housing has caused lost value in the screw even though the screw itself was not completely worn. The new screw would then have to be considered a cost in maintenance, as it a part that restores the function of the machine, but the owner in effect has bought a new part and missed out on the value of the old part.
By extending the life of plastics machinery, the user reduces the “life cycle” cost of the equipment. This includes not only savings on the cost of replacement equipment, but also the costs associated with downtime, lost production, and disposal. The “life cycle” cost for a piece of plastics equipment can be more than double the purchase price, and in some cases quadruple the purchase price. This fact is simply a reflection of how important it is to maintain your equipment to avoid replacement. If you perform maintenance at a point when you know repair is required, this maintenance is classified as emergency maintenance, and costs can be up to 5 times the normal maintenance costs. Maintenance has to be done, and there are significant savings to be made to the companies cost of maintenance and the total cost related to the equipment.
Maintenance and care are always behind in priority when compared to profits, production, and overhead costs. Many companies think of maintenance as a non-profit activity. All too often the maintenance of the production equipment is a lower priority than maintaining the building or company vehicles. This guide is written to target the plastics industry, in molding and extrusion, however the practices contained within can be applied to any equipment or process. The plastic industry has many machine specific variations, but with the methods contained in this guide, a user can feel confident in assessing and addressing the maintenance needs across their plant. After the specific practices have been conveyed, a maintenance schedule needs to be developed to implement them. Developing a consistent maintenance schedule will enable a company to take a proactive stance in addressing maintenance issues across all plant equipment. Finally, a maintenance schedule is an integral part of controlling the bottom line. Through regular assessment and reassessment of the maintenance needs of equipment, a company can align the maintenance activities with the demands of production, thus avoiding unplanned, disruptive, and costly repairs.
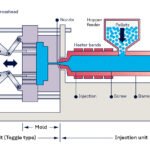
The first stage in successfully maintaining plastics machinery is to understand what it consists of and how the different machines function. It’s important to understand the machine’s function, as an operational variance may indicate a mechanical problem. Types of machinery can typically be separated into several different categories: extrusion, which forces softened plastic through a shaped forming die; injection moulding (including micro-moulding), which forces softened plastic into a mold; blow moulding, which softens a parison (hollow tube) of plastic and then forces air to expand and shape it; and rotational moulding, which involves no pressure and heat softens the plastic as the mould itself is rotated to produce an even coat. In addition to these, there are welder machines and ancillary equipment that processes a plastic resin into a form that is suitable for what a specific machine does (e.g. a type of resin suitable for injection moulding). Within a specific type of machine, the manufacturing company may have different models that serve a specific function; for example, Husky injection moulding machines are divided into their different function by the clamping force of tonnage; higher tonnage machines are used for larger and more complex parts. Understanding what type of machinery the company runs is crucial, for someone who is unfamiliar with it may falsely assume that a maintenance issue of one machine is related to a similar issue with another machine when they are in fact different components.
Most molding machinery can be set up to run many different types of plastics, but certain machines are manufactured and used primarily for specific plastic resins. This is due to the design constraints of the different types of machines. For example, very clean room processing, such as medical or pharmaceutical part production, can require a hydraulic press that has all stainless steel, water circulated heat exchangers (WCHE), and maximum temperature control features. This is to avoid cross-contamination of any kind. An accumulator-assisted injection molding press might be used for processing PVC pipe material to make sure that the part does not have any uncontrolled flashing. Extrusion processes might require a single or twin screw material feeding options. With a wide range of options and styles, it’s important to consider which type of press best suits the required production needs as those needs could have a big impact on the long-term performance.
The plastic processing industry is characterized by diverse processes and applications. Littered through this vast range of applications are a myriad of different machines, each with a specific purpose and each presenting unique issues and challenges. For purposes of this Tech Tip, we will concentrate on the extrusion process. However, many of the principles will be applicable to other types of machinery. In general, an extruder is a machine which applies mechanical energy to a polymer to convey the polymer through a die and to form it into a product. This is done by first feeding the polymer in granular form into the barrel of the extruder. The extruder then conveys the polymer through the barrel using a rotating screw, and this is where the mechanical energy is applied. Each type of extruder, whether it be a rubber extruder, plastic extruder, pharmaceutical extruder, or food extruder, will have the same basic components. These components include the drive motor, the screw and associated parts, the heater, and the die. For each of these components, there will be several mechanisms to perform a specific task. For instance, there may be several different types of extruder screws. The material characteristics and the requirements of the final product will dictate the type of screw which should be used. Similarly, there may be several types of heater that can be used on a given extruder. Each type of heater will have different variables for temperature and different implications for the properties of the final product. The machinery in question here is a plastic extruder, and throughout this essay, we will discuss ways to extend the life of this machinery.
To stay competitive in the global market, plastics machinery should be designed to optimally produce quality products with minimum scrap. Energy efficient designs and process optimization will be key to cutting production costs. The global nature of plastics and plastics products production has resulted in industry migration to areas with lower production costs. These areas are often located in harsh production environments, or the machinery is shipped to locations where the climate and/or prevailing local conditions can be detrimental to machinery. Finally, productivity and profitability can’t come at the expense of harming the environment. In some cases, past processing methods have resulted in environmental damage and/or have been banned. This can lead to costly clean up and remediation efforts, or the need to develop entirely new processing methods.
Machine suppliers/importers and manufacturers need to document their methods and prove their technology is the best. Failure to do so can result in loss of business. One surprising issue has been an increase in stolen technology worldwide. Legal issues can end up being a major financial burden for a company. These issues range from patent disputes to failure to meet industry standards or regulations. In some cases, machinery may need to be altered or even replaced. This is a huge expense for small companies that can result in going out of business. OSHA (Occupational Safety and Health Administration) has estimated that the average cost of a workplace injury for medical expenses alone is $28,000.
Complicated machinery often has complications of its own. Plastics machinery encompasses a wide range of technologies and applications. Throughout the years, policies and regulations of environmental issues have brought challenges to machinery suppliers. Some applications in the medical and pharmaceutical industries require the ability to document process parameters. Recycling and reuse of plastics materials have also become important issues which often require machinery upgrades in order to process new materials. In general, plastics machinery must provide means to be cost effective and increase productivity all while maintaining or improving part quality. As a supplier or user of plastics machinery, one must understand the common issues and be prepared to deal with them.
Regular cleaning and lubrication of machinery is essential to maintaining the efficiency and performance of the unit. It also allows for the early detection of worn parts or those in need of adjustment or replacement. The rate at which the machinery should be cleaned will depend on the environment in which it operates. For some, a daily cleaning is necessary, and for others, it may be sufficient to blow off chips and swarf once a week. Excess material left in or on the machinery can create a potential hazard as well as affect the accuracy and quality of the products being produced. Removing and cleaning the tooling after it has been run will help maintain its condition and performance. Lubrication of machinery is commonly overlooked or considered not very important. This attitude can result in excessive wear of components and early failure of the unit. Before attempting to lubricate any machinery, it is important to consult with the machine manual or manufacturer to identify the proper methods and types of lubricants to be used. Incorrect lubrication can cause more harm than good. Usually, there are recommended time intervals for greasing and oiling all points on the machinery. Routine inspection of machinery is a cost-effective method for avoiding any unscheduled downtime. The aim is to systematically go through the entire machine, checking for any signs of wear, damage, or aging of components. Components that are found to be worn or damaged can often be repaired or replaced before the entire unit becomes inoperable. Replacement of parts before they cause failure of the unit can greatly reduce the cost of maintenance and the loss of production. An effective method of tracking the condition of a particular machine component is to establish a visual aid system using different colored markers. When a component is inspected, its condition can be marked with a color representing the following: Red – Replace immediately, Orange – Monitor and plan for replacement, Green – Component is in good condition.
Although the primary purpose of regular lubrication is to reduce wear, it also serves as a contaminant flush by providing a medium for contaminants to escape from components. Typical examples of this dual function are grease fittings on roller bearings and vented set screw holes in gearboxes. It is important to have a balance between too much and too little lubrication. Over-greasing can cause grease to be expelled into the product and can also build up in bearing compartments, causing higher operating temperatures and possible bearing failure. Under-lubrication, of course, will not provide adequate wear protection. A thorough cleaning should precede relubrication to prevent forcing contaminants into the component. A schedule should be defined for periodic cleaning and relubrication of components.
Chemical contaminants are usually from the process but can also be from improperly stored material. These contaminants can cause severe degradation of the polymer, leading to black specks, gels, or odor generation. It is not uncommon for polymer degradation to be blamed on the screw design or a malfunctioning heater when the root cause was machine or polymer cleanliness. Periodic screw and barrel removal for thorough cleaning is recommended if screw design or material is changed. This can be achieved by purging to remove as much of the polymer as possible so it will not harden in the screw flights, then disassembling the screw and barrel and manually cleaning. An important step often overlooked after barrel removal is platen and/or die cleaning, as contaminants can build up in these areas affecting the finished product. When mechanical cleaning is not enough, there are solvents and chemical purging compounds that can help, but caution must be exercised to ensure that these substances will not harm the machinery or product.
Particulates that are generally introduced into the process from improperly stored material. These can be as simple as dust and can be as harmful as sand and small metal particles. Material handling procedures and environmental control are the keys to minimizing this type of contamination.
The purpose of cleaning an extruder and keeping it clean is to prevent and/or eliminate processing problems. The primary objective is contaminant removal. There are two types of contaminants to consider:
In an attempt to avoid the immediate negative effects of removing a component, many will leave an inspection for when the part is due to be replaced based on expected life. This is false economy as in the period between the inspection date and part replacement, the condition of the component may degrade the function of it and/or additional parts. Damage caused may result in a cost that far exceeds that of the original expected life for which the part was to be replaced.
A proactive approach to maintenance is far more cost effective than a reactive one. This is certainly the case for replacing worn components. It’s hard to keep track of the condition and expected life of each individual part within a piece of machinery. A system to log the life and replacement schedule of components is the ideal situation but often due to the complexity of such systems is not implemented. As a result, the only way to effectively manage the condition of components is to regularly inspect them. This often involves initially disassembling the component being inspected. This in itself may deem the part as worn as upon reassembly, parts are likely to not function properly due to adjustment loss or movement of the worn part.
Inspecting for worn parts and replacing them is one of the most fundamental aspects for maintaining machinery. Unfortunately, it is one that is quite often overlooked and neglected. Over a period of time, excessive wear and tear on components will degrade the accuracy of the machinery and lead to unscheduled downtime. In severe cases, worn parts can result in damage to other components or even a catastrophic failure of the machinery.
Calibration of machine controls that affect the movement of hydraulic cylinders, valve positions, screw RPM, and heater band temperature can be considered simple in terms of the concept of comparing a control position to a known value. The simplicity is, however, often deceptive due to the lack of documentation provided in machine manuals and the knowledge of the processor setup personnel. Most machines will have settings which are critical to the production of a good quality part but due to the original setup man no longer being present or due to “plant lore” it is assumed that setup personnel know how to set up the machine correctly. In these cases, there may exist no known value to compare with and judgment on what is the best setting may be based on an estimate or on the trial and error method. Once again, this can lead to a poor understanding of whether the root cause of a problem is due to an incorrect machine parameter not known and ultimately much time can be wasted trying to solve the problem at the cost of increased scrap production. The key guideline to calibrating these machine controls is the proper documentation of known values provided by the machine manual or a commonsense decision on what settings are critical to part quality. This will involve a testing process, in which changes to settings can be compared with previous part quality or run results with the knowledge that the setting can be easily restored if the changes do not provide the desired results. A well-organized and efficient setup personnel will know exactly the changes made to the control and their effect on part quality so that changes can be quickly reversed if they are found to be detrimental.
One area of corrective and indeed preventive maintenance that is often overlooked in plastics processing, especially with older or less technologically advanced machines, is calibration of machine controls. This is primarily due to the fact that many processors do not fully understand what the term “calibration” means and how it is separate from maintenance of machine mechanisms and their associated mechanical parts. It is generally recognized that the term calibration involves the comparing of a measurement to a known standard or value. This kind of testing process is commonplace in the QC function of plastics processing and the accuracy of calibration of testing equipment is vital to its ability to discern part quality and to help identify problems with processing machinery. Testing equipment which is not calibrated or is incorrectly calibrated may provide a misleading indication of part quality or may be unable to identify the root cause of a problem. This can lead to unnecessary adjustments or repairs to machinery and ultimately increased production of scrap or of second-rate product.
Any plastics processing operation, to keep meeting product quality specifications and minimize waste, needs to maintain machinery to the highest standard. Although each processor will have its own specific requirements when it comes to machinery maintenance, there are some general guidelines which are applicable to the majority of plastics processing operations. In the first of a two-part series, the guidelines will focus on corrective maintenance, providing ways to help identify the cause of a specific problem with a machine, with the ultimate aim of eliminating that problem and learning from it in order to prevent its reoccurrence. Where maintenance involves the removal of a part from the machine or requires disassembly, safe working practices including full isolation of machinery from power sources and the use of qualified personnel must be adhered to at all times.
Although modern plastics processing machinery is the most advanced and reliable it has ever been, it is still far from infallible. As a result, troubleshooting is a very necessary practice for maintenance employees. There are numerous techniques that can be used to diagnose a problem, these include analysis of the historical data, logical deduction, and physical checks. During diagnosis, it is important to have a full understanding of the problem before attempting to solve it. This can usually be achieved by asking others who may have experienced a similar problem, or by contacting the equipment supplier. A good understanding of the problem often leads to a simple solution. A very common method of troubleshooting a specific malfunction is to construct a list of all the possible causes, followed by an investigation to eliminate these one by one. In some cases it may be obvious what the problem is, and the above methods are unnecessary. Random variation of settings and/or parameters in the hope that the problem solves itself can often be very effective, providing that records are kept of all changes so that any ‘new’ problems creating can be easily rectified.
A well trained and highly motivated maintenance team can greatly contribute to improving the reliability and service life of production equipment. It is important to provide maintenance staff with detailed training on the maintenance of specific items of equipment, as well as training in the diagnosis of faults and abnormalities in the equipment. In addition to this, it is often beneficial to have maintenance and production staff working together to resolve equipment problems. This can only occur if production staff have a good understanding of the equipment and the ability to perform simple diagnosis and maintenance tasks. Regular consultation with equipment suppliers can also greatly increase maintenance staff knowledge of the equipment. This may involve supplier training seminars or the utilization of supplier documentation and services.
Preventative maintenance consists of activities, which are carried out on equipment in order to reduce the likelihood of the equipment failing. This in turn reduces cost of replacement or unnecessary repair of equipment. In the plastics industry, where machinery is working continuously and downtime is a key factor in relation to profitability, it is important to successfully implement a preventative maintenance schedule in order to maximise machine utilisation. Preventative maintenance can be split into three main categories as seen below. Scheduled restoration, which involves systematic inspection, detection and correction of incipient failures either before they occur or before they develop into major defects, this work is essential in order to prevent the machine breaking down. The replacement of consumable items involves replacing parts, which have a defined life span, for example an injection moulding screw tip has a life span of around 2-3 months, after which time it will wear and cause moulded part defects.
Once a preventive maintenance program has been supported, the task faced is to develop a schedule. In order to develop a preventive maintenance schedule, it is necessary to have the following information on the equipment: details of the critical components to be maintained, the type of maintenance required, and the expected life for each component. With this information, the schedule can be set according to intervals based on equipment usage. Most machines have a component life that is a known quantity, so for such components, it is a simple task of replacing at a known interval. A more difficult task is to set intermittent schedules for components that do not fail on a known life pattern.
– Breakdown maintenance is unsatisfactory and more costly than preventive maintenance in the long run. – Preventive maintenance will reduce the number of breakdowns and equipment downtime. – Preventive maintenance will reduce the amount of emergency repairs and stock of spare parts required. – Preventive maintenance will extend the life of the equipment and delay the need for equipment replacement.
The first stage of implementing a preventive maintenance program is to examine the cost-benefit of such a program with the aim to convince workshop personnel and management of the value. Initial resistance to change may be encountered, but most people will be convinced to support a preventive maintenance program if the facts are presented correctly. Facts that help build a case for preventive maintenance include the following:
Preventive maintenance schedules monitor machinery performance and condition in order to prevent breakdowns and extend the life of the plastics equipment. The basic philosophy of the preventive maintenance program can be stated as “schedule the repair before the breakdown occurs.”
The knowledge and skill level of maintenance personnel can vary greatly even when working within the same company and it may be necessary to use skills assessments to determine the strengths and weaknesses of each individual. If personnel weaknesses are identified, training can be tailored to suit the needs of the individual. Lastly, new equipment purchases or major rebuilds or upgrades should be preceded by training programs provided by the equipment manufacturer. A well-organized training program extending over several weeks and involving all the maintenance personnel can maximize the transfer of knowledge and ensure that the investment in new equipment is not wasted due to improper operation or maintenance.
Personnel responsible for equipment maintenance must have a good understanding of how the equipment functions as well as knowledge of the types of failures that are most common and what can be done to prevent them. Troubleshooting skills are essential and can be greatly enhanced if personnel are taught to approach problems systematically, breaking the system down into functional blocks and addressing each one in turn. This type of systematic approach can best be taught using a combination of classroom training and practical hands-on experience. A variety of resources such as documentation, training kits, and web-based training tools can be used to optimize the effectiveness of the training program. It is important to evaluate the effectiveness of the training and adjust the method and content as necessary to ensure that all personnel are adequately prepared to fulfill their roles. Periodic refresher training should also be given to ensure that vital knowledge is not forgotten.
The importance of having well-trained staff to operate and maintain the equipment cannot be overemphasized. The quality of the final product and the life of the equipment depend greatly on the skills and knowledge of the personnel involved. Proper training can also lead to a decrease in the amount of wasted product due to less frequent equipment failure and can save money on repair costs over the life of the machinery.
A structured approach towards maintenance allows for a full analysis of the cost, both at the point of execution and through the life of the equipment. To achieve this, systematic recording of the performance of all the machinery is essential. An easy to use system should be developed to record the life of each individual machine, and details of all maintenance work performed. Use of the suppliers’ maintenance recommendation forms will provide a uniform system for recording maintenance data. A dedicated maintenance log should be used to record unplanned maintenance work, with the cause and action taken being recorded. This should highlight recurring problems, helping to identify reliability issues, which may be resolved through redesign or more drastic measures. Equipment performance can be monitored using a combination of maintenance data, the machine’s depreciation status, and its output quality and consistency relative to the product standards. Documenting the useful life of a machine will provide a historical reference to aid the make or replace decision process. A record of maintenance costs can be used to generate maintenance cost rates, and identify any large cost maintenance activities that have returned little benefit to the machine’s performance. High levels of unplanned maintenance relative to planned maintenance is an indicator of a reactive maintenance culture, resulting in poor reliability and increased maintenance cost. The conditions that led to the decision to replace the equipment will have been forced due to an unscheduled failure, or a gradual decline in the equipment’s performance, reliability, and/or quality output. A comparison between the current and ideal conditions and the production and maintenance costs will testify the need for a replacement and provide an implementation strategy for new equipment and proper maintenance plan.
As machinery ages and becomes outdated, the user is faced with several choices for maintaining effective production. Regardless of whether a single machine or an entire system is being replaced, the choice often has to be made between discontinuing the use of the machinery, which may still be producing acceptable parts, or reinvesting in a new or used machine. Injection molding machines may be defined as depreciating assets, and in economic theory, depreciating assets should be replaced over time with the revenue that is generated from the appreciating assets that are produced. This very straightforward theory does not consider the many intangible benefits of maintaining older equipment or the high cost of reinvestment, but it is a good guideline for the decision-making process. Many companies set a schedule for replacement of equipment. This can be based on a number of years in service or a predetermined amount of revenue produced by an asset. Although difficult to work into a busy production schedule, a tight shutdown deadline for a machine can incentivize the use of that machine to produce extra revenue, knowing that it will be replaced soon after. In this scenario, care must be taken to adjust the preventive maintenance schedule and/or decrease the level of maintenance spending on that piece of equipment in order to maximize the earnings without causing damage that jeopardizes the machine’s ability to perform during the extra workload. A similar strategy is to intentionally run a machine to failure, extracting every last part from an asset before removing it from service. This method does potentially lead to emergency and/or unscheduled maintenance and may halt production on the affected part, but the loss is offset by the lack of an opportunity cost to perform preventive maintenance and the saved maintenance costs on the replacement equipment.